联系地址:山东省青岛市胶州胶西镇杜村工业园
总 经 理:张恩海13361290112
技 术 部:刘 琨13361283512
销售经理:刁亚卫18266210788
销售内勤:徐玲琍0532-85230365
联系邮箱:qdyibaidu@163.com
网 址:www.qingdaoybd.com
沟道的磨削方法有三种。
一种是摆动式、一种是切入式、另一种是范成法。为提高磨削精度及效率,现在广泛采用切入式磨削机床。由于数控技术在轴承加工机床(尤其是磨加工)上的应用,使轴承套圈的沟道磨削效率及精度得到了进一步提高,下面要介绍的3MK133B和3MK147B就是这种类型的磨床。对于滚子轴承(圆柱或圆锥)内滚道切入磨只是砂轮修整器由圆弧修整(3MK133B)变成直线修整,即滚道切入磨(3MK216B)等磨削设备。
切入磨削法就是用圆弧砂轮修整器把砂轮外缘修整成我门所需要的圆弧半径,然后再用已成型的砂轮切入套圈沟道,即可磨出所需要的圆弧沟道,如(图8-1)。砂轮修整器是切入式磨床的主要部件之一。它有内、外沟之分,虽然工作原理相同,但从磨床的运动情况来看还是有一定区别的。与其它磨削法相比,切入磨削法有它自身的优点:如磨床结构和运动相对简单,调整环节少,磨床的抗震性较高,磨削精度也较高。但它的缺点是砂轮在磨削过程中相对工件的位置不变,磨粒所磨削的工件磨痕始终在同一轨迹上,磨痕加深,会影响到工件表面的粗糙度,所以需要经常修整砂轮。虽然修整砂轮将占用循环时间,影响机床的加工效率,但由于此机床的运动较为简单,容易达到工艺系统高刚度的要求,因此相应提高切削用量以后,可以使修整砂轮的时间损失得到补偿!
砂轮的几何形状决定了套圈的加工质量。由于切入磨削时,砂轮圆弧表面的各点磨削速度不同,再加上被磨工件沟道余量不均匀,会造成砂轮磨损不均匀,所以,轴承沟道磨砂轮在磨削一定数量的套圈后,应修整一次砂轮,以保证砂轮的良好切削性能与正确的几何形状。

生产现场
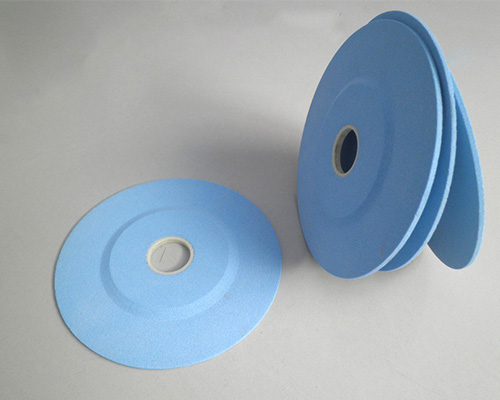
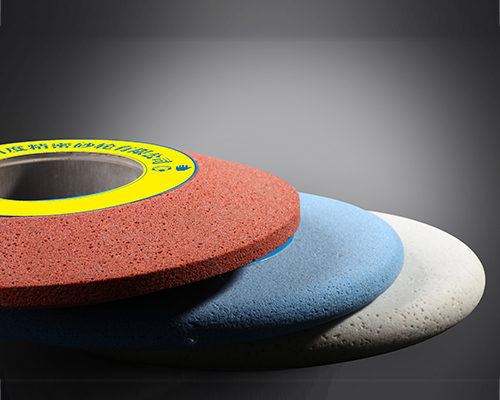
轴承沟道磨专用砂轮,具有磨削精度高、效率快的特点,应用于各类轴承沟道的磨削与加工。结合剂采用高强度VT结合剂技术,可以达到国内同类产品2-3倍的使用寿命。
2009年在客户处,与竞争对手砂轮进行了对比测试,试验获得了非常不错的的结果。
试验日期:2009年12月
磨削应用:轴承沟道磨
试验机床:无锡高速外沟道磨床
竞争对手:国内某砂轮厂
工件参数:
工件材料 | GCr15 | 工件表面硬度 | HRC61 |
表面粗糙度要求 | Ra1.0 | 工件尺寸公差 | 10μ |
工件尺寸 | 外径30.8mm | ||
厚度12 mm | |||
试验砂轮及对应的结果:
砂轮 | 尺寸及型号 | 修整频率 |
YGW | P 500*10*203.2 55A120K8VT 60m/s | 30pcs/dress |
国内某砂轮厂 | P 500*10*203.2 A120KV 60m/s | 8-15pcs/dress |
结果分析:
使用YGW砂轮后,修整间隔大大延长,不仅提高了客户的生产效率,同时延长了砂轮的使用寿命,并且对于客户修整器的损耗也有所减少。使用YGW砂轮,砂轮实际寿命比国产的要提高2-3倍。
青岛义百度精密砂轮有限公司
联系地址:山东省青岛市胶州胶西镇杜村工业园
总 经 理:张恩海13361290112
技 术 部:刘 琨13361283512
销售经理:刁亚卫18266210788
销售内勤:徐玲琍0532-85230365
联系邮箱:qdyibaidu@163.com
网 址:www.qingdaoybd.com